

低歪化 事案1
高周波で薄肉の超長尺パイプの焼入れをしたい。かつ歪みを抑えたい
 製品寸法は板厚1.6mm、Ф125×6000mmの電縫管でした。
製品寸法は板厚1.6mm、Ф125×6000mmの電縫管でした。
材質から打合せ、焼入時点で歪み3mm以内の実績がございます。また、軸径Ф200までのシャフト物で外径がストレートであれば10mまでセンタレスで焼入可能です。
低歪化 事案2
細径長尺シャフトの歪みを少なく焼入したい
 材質によりいくつか工法がございます。例としまして、構造用炭素鋼ではФ2~6mm×500mm~2000mmの処理が可能です。歪みも0.2mm以内と、センタレス研磨が可能なレベルに抑えることが可能です。
材質によりいくつか工法がございます。例としまして、構造用炭素鋼ではФ2~6mm×500mm~2000mmの処理が可能です。歪みも0.2mm以内と、センタレス研磨が可能なレベルに抑えることが可能です。
(※Ф6×2000mmの場合。500mmピッチでの測定)
また、Ф4mm以上であれば表面硬度と内部硬度に差を作り出すことも可能です。
低歪化 事案3
カムシャフトを浸炭していたが、細い部分が曲がってしまう
 細い部分を曲げずに焼入れすることは可能です。(図参照)
細い部分を曲げずに焼入れすることは可能です。(図参照)
複合的な熱処理を実施することで、0.3mmの曲がりを0.05mmまで抑え、解決することができました。
低歪化 事案4
板バネを焼入したが変形が大きく矯正できない
現実的に歪み修正を行なうことが出来ない板バネの熱処理工法を油焼入れからソルト焼入れに変更することで、焼入後の歪みを軽減することができました。
低歪化 事案5
長尺物をオールケースバッチ炉でガス軟窒化しているが歪みが酷い
 横に倒して処理をしているため歪が大きく出ると考えられます。
横に倒して処理をしているため歪が大きく出ると考えられます。
熱処理ソリューションではピット炉を使用し、長尺物は上から吊り下げて処理(1mまで可能)することで、低歪みの実現が可能です。
低歪化 事案6
長尺物の全体焼入れの歪みを少なくしたい
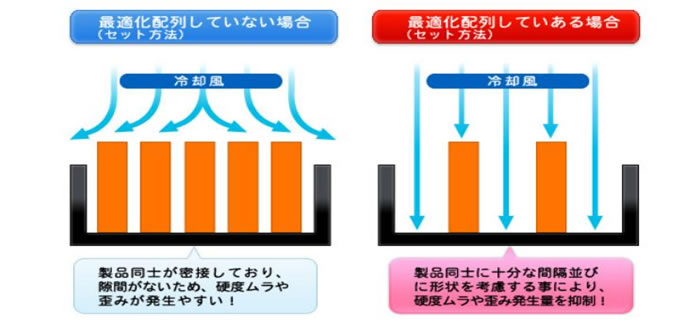
一般的に熱処理は、炉内に出来るだけ沢山の製品を投入し充填率を上げて炉を稼働させます。
それに対し金属熱処理ソリューションは、充填率よりも精度と品質を重要視しており、製品の材質や形状に合わせて最適なセット方法で炉内へ投入します。(立ててのセットや、様々な治具を使用します。)さらに、処理温度と処理時間の設定や圧力のコントロ-ルで硬度不良や歪みを抑える事が可能となります。
金属熱処理ソリューションは数多くの熱処理設備を保有しているため、1回の処理量が減っても納期に遅れが出ることなく、こうした最適化の処理が可能となります。
また、熱処理後の製品の歪みが少なければ歪み矯正や仕上げ工程を減らすことができるため、お客様のコストダウンにつながります。
低歪化 事案7
高周波焼入した金型の傾斜バーが歪み、後加工が必要になる場合がある
今回のケースでは、高周波焼入ではどうしても歪が大きくなるため、お客様とご相談の上、熱処理工法を全体焼入れに変更することで歪みを軽減することが出来ました。
低歪化 事案8
長尺シャフトの歪みが大きい
某建機部品メーカーからのお問い合わせです。Ф50×670のシャフトをバッチ炉で浸炭されていましたが、現状で1mm以上の歪み量が発生。研磨仕上げのために浸炭層を深くする必要があり、熱処理の納期、コスト、後工程の手間が問題となっていました。長尺物の歪みを抑えるには、立てて熱処理することが必要なため、ピットタイプの炉に変更し、かつソルトバスによる冷却を選定しました。また、治具へのセット方法を見直すことで最終的な歪み量は0.3mmとなりました。
歪み量が1mmから0.3mmになったことで、研磨仕上げの工程数低減と、浸炭焼入の処理時間が短縮できました。


詳細な設備仕様は金属熱処理ソリューションの熱処理技術【設備】覧をご参照下さい。
熱処理方法
真空熱処理、塩浴熱処理、浸炭熱処理、高周波熱処理、窒化熱処理等の多彩な設備群の他、
サブゼロ装置、各種硬度測定機器、組織検査機器、保磁力測定機器を取り揃えております。