

試作・特注 事案1
可能な限り浸炭させたい
 最大3mmまで有効硬化層を得ることが可能です。
最大3mmまで有効硬化層を得ることが可能です。
図面と共にご要望をお聞かせ下さい。有効寸法はФ800×1600です。
その他、金属熱処理ソリューションでは様々な熱処理の試作を承っています。
試作・特注 事案2
SK材の試作の相談に乗ってほしい
パイプ切断用の固定台についてのご相談でした。
そのままの材質でソルト焼入すると、精度と歪みに問題が発生するため、お客様から使用用途をお聞きし、刃が擦れる部分のみ硬度が必要とのことでしたので、材質をSK材からSPCC材に変更し、熱処理方法をガス軟窒化に変更することをご提案しました。
結果、量産品のトータルコストを従来の3分の2に抑え、型寿命も1.5倍に向上させることができました。
試作・特注 事案3
SUS631のパイプにTH処理をしたい。
TH処理は、真空熱処理にて可能です。
試作・特注 事案4
熱処理テストを依頼したい
某シャフトメーカーから、使用する用途毎に最適な熱処理方法を知りたいとの要望があり、熱処理テストの実施とご提案を行いました。
目的
データ収集(熱処理による硬度の入りと歪み量)
材料
φ25.2×500mm (S55Cピ-リング材)
実施熱処理
真空焼入、全体焼入(窒素雰囲気、油冷却)、浸炭焼入(ピット炉使用、ソルト冷却)、ソルト焼入、ソルト浸炭窒化焼入、高周波焼入、ガス軟窒化
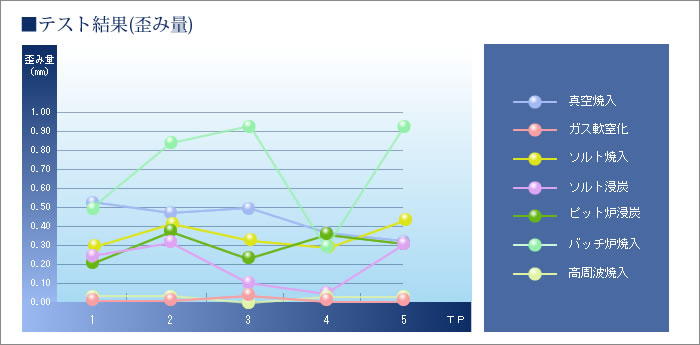
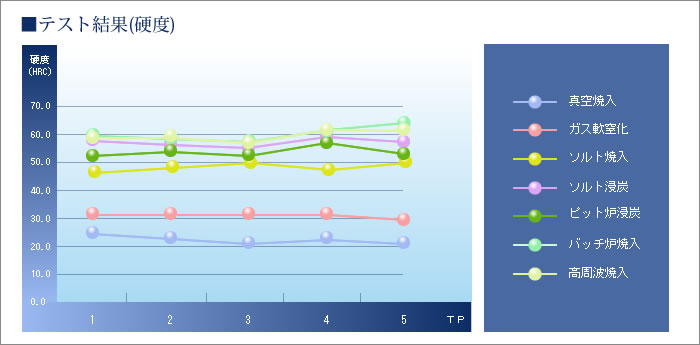
結果
| ・ | 最も歪みが少なかったのは窒化となりました。これは、処理温度が低いため変寸がほとんど起こらないためです。耐摩耗性には非常に優れますが(HV700前後)、硬化層が浅く(15~20μm)、圧力が加わる状況での使用には向きません。 |
|---|---|
| ・ | 耐摩耗性や靱性を確保しつつ、歪みを抑えたい場合は高周波焼入や浸炭焼入が最適です。高周波焼入れは当社独自の設備で歪みを抑えながら焼入れしたことが結果に表れています。 |
| ・ | 歪みを抑えつつ、内部まで硬度が必要な場合はソルト焼入が最適です。ソルト液は熱伝達に優れ、製品を均一に加熱、冷却できるため低歪みでの処理が可能です。また、当社の独自配合のソルト液を使用し、製品表面を微浸炭させることで低炭素鋼でも高い硬度を実現しています。 |
| ・ | バッチ炉よりピット炉を使用した方が低歪みであることが確認できました。長尺であるほどこの傾向が顕著に表れます。 |
| 熱処理 | 熱処理前 歪み量(mm) |
熱処理後 歪み量(㎜) |
歪み量 AVG.(㎜) |
表面硬さ (HRC) ※窒化は換算値 |
表面硬さ AVG.(HRC) |
|---|---|---|---|---|---|
| 全体焼入 (真空雰囲気) ※真空加熱、油冷却 |
0.03 | 0.52 | 0.438 | 24.0 | 22.6 |
| 0.02 | 0.48 | 22.5 | |||
| 0.03 | 0.49 | 22.0 | |||
| 0.02 | 0.37 | 23.0 | |||
| 0.02 | 0.33 | 21.5 | |||
| 全体焼入 (窒素雰囲気) ※雰囲気加熱、油冷却 |
0.02 | 0.51 | 0.702 | 32.0 | 31.7 |
| 0.03 | 0.85 | 32.0 | |||
| 0.02 | 0.93 | 32.0 | |||
| 0.02 | 0.29 | 32.0 | |||
| 0.02 | 0.93 | 30.5 | |||
| 全体焼入 (ソルトバス使用) ※塩浴加熱、塩浴冷却 |
0.02 | 0.29 | 0.346 | 47.0 | 49.1 |
| 0.02 | 0.41 | 49.5 | |||
| 0.03 | 0.32 | 50.0 | |||
| 0.02 | 0.28 | 48.5 | |||
| 0.02 | 0.43 | 50.5 | |||
| 浸炭焼入 (ピット炉使用) ※雰囲気加熱、塩浴冷却 |
0.02 | 0.21 | 0.286 | 52.0 | 53.5 |
| 0.02 | 0.36 | 55.0 | |||
| 0.02 | 0.23 | 53.0 | |||
| 0.02 | 0.34 | 55.0 | |||
| 0.02 | 0.29 | 52.0 | |||
| 浸炭窒化焼入 (ソルトバス使用) ※塩浴加熱、塩浴冷却 |
0.02 | 0.23 | 0.202 | 58.5 | 58.4 |
| 0.03 | 0.32 | 58.0 | |||
| 0.02 | 0.10 | 57.5 | |||
| 0.02 | 0.06 | 59.5 | |||
| 0.02 | 0.30 | 58.5 | |||
| 高周波焼入 | 0.02 | 0.02 | 0.022 | 58.5 | 59.4 |
| 0.03 | 0.02 | 60.0 | |||
| 0.02 | 0.03 | 59.0 | |||
| 0.03 | 0.02 | 59.0 | |||
| 0.02 | 0.02 | 60.5 | |||
| ガス軟窒化 | 0.02 | 0.02 | 0.012 | 61.0 | 60.8 |
| 0.02 | 0.01 | 60.0 | |||
| 0.03 | 0.00 | 59.0 | |||
| 0.02 | 0.01 | 61.0 | |||
| 0.02 | 0.02 | 63.0 |


詳細な設備仕様は金属熱処理ソリューションの熱処理技術【設備】覧をご参照下さい。
熱処理方法
真空熱処理、塩浴熱処理、浸炭熱処理、高周波熱処理、窒化熱処理等の多彩な設備群の他、
サブゼロ装置、各種硬度測定機器、組織検査機器、保磁力測定機器を取り揃えております。